激光焊接机的焊接方法分享,交变磁场辅助激光-电弧复合焊来提高焊接316L不锈钢的穿透深度
江苏激光联盟导读:
采用交变辅助磁场来提高激光-电,并解释了相关机理。
成果简介
:采用交变磁场来提高激光-电弧复合焊焊接316L。交变磁场对提高激光-行了揭示。结果表明在不同的磁场密度下的焊接深度是由于弧等离子体的特征、激光诱导的等离子体、液滴的过渡和匙孔的行为等综合作用的结果,在低磁场密度下(分别为20mT和30mT)压缩的弧形状会促进激光诱导的等离子体沿着激光束的通道进行移动,导致焊接深度降低。然而,激光诱导的等离子体在较高的磁场密度下(分别为60mT和90mT)进行消散。这是复合焊接热源能够增加焊接穿透深度的主要原因。此外,液滴在匙孔后部的过渡而不是在匙孔前部的过渡是更加稳定的匙孔会在较高的磁场密度下获得,这也是激光能量焊接穿透深度深的好处。而且,弧等离子体的带电荷离子的运动行为和激光诱导的等离子体的和液滴过渡的力的状况均在激光-电弧复合焊接中采用磁场进行。
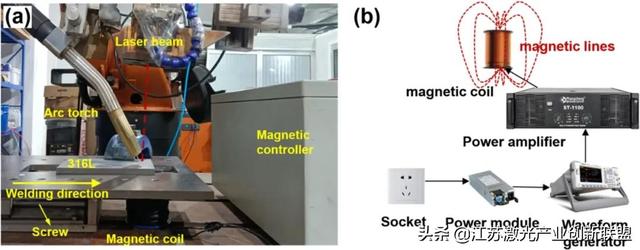
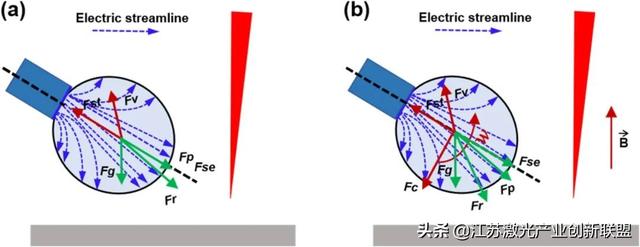
▲图1
(a)交变磁场辅助的激光-电弧复合焊接的示意图;(b)外部磁场的布局图
1.应用背景介绍
在最近,激光-电弧复合焊技术由于综合了激光和弧焊的热源的优势,吸引了广泛的注意,这是因为该技术具有独特的优势,正如文献中所提到的一样,同单纯的激光焊接或电弧焊焊接相比较,激光-电弧复合焊接技术可以实现
更好的间隙接通能力、更快的焊接速度和更高的焊接穿透深度
,这主要得益于激光-电弧复合焊接的优异的协同效应的结果。然而,也有研究指出,激光束和电弧的耦合是比较复杂的,尤其是在考虑在激光-电弧复合焊接的过程中热源和基体材料的,是非常复杂的。
液滴过渡、弧等离子体的特征和激光诱导的等离子体、溶体的流动和匙孔的行为
均在激光-电弧复合焊接的过程中发生。,这些特征对激光-电弧复合焊的焊接接头产生显著的影响。
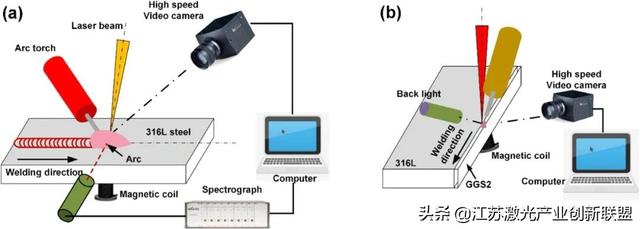
▲图2
在交变磁场的条件下激光-电弧复合焊接的监控示意图
焊接的深度,作为焊接质量表征的一个重要的特征参数,经常作为焊接过程中非常受人关注的一个参数。对于激光-电弧复合焊接来说,焊接深度主要受到激光热源的影响,这是因为激光具有非常独特的且强烈的穿透能力。关于单独激光束焊接穿透深度的相关研究已经有很多,其激光诱导的等离子体已经被证实。
研究发现,在,在CO2激光焊离子体羽所压缩。等离体子会屏蔽激发的激光束,且有大约50%的激光束能量会被吸收,二氧化碳激光同材料。也有研究指出等离子体羽在能量的衰减在激光焊接的过程中大约为3%–13%,这一数值是通过探测激光束测量的结果。相似的结果也被其他的研究学者所证实。
此外,有研究指出在激光焊体,
激光束的能量会在激光能量束的通道由于吸收、反射和散射而减弱
。其屏蔽效应通过等离子体的一个逆韧致辐射效应所占据。基于以上研究,为了减少激光能量所造成的等离子体羽的屏蔽效应,人们采用了各种不同的办法来减少或消除激光焊接过程中等离子体羽的屏蔽效应。包括侧
吹辅助气体和应用真空或采用低于大气压的办法进行焊接
。然而,这些办法并不适合激光-电弧复合焊工艺来减少激光诱导的等离子体羽的负面效应,。此外,有研究提出,
匙孔的不稳定性也是一个影响激光束焊接深度的一个重要因数
,这是因为激光能量为了保持匙孔的稳定性会发生损失。同单一激光束焊接相比,熔池的流动也更加复杂,而且匙孔在激光-电弧复合焊接的过程中变得波动更大,这是因为液滴过渡转移的力的影响。基于扩大激光-电弧复合焊接的应用范围的目的,非常有必要来寻找一个辅助的办法来提高激光-电弧复合焊接过程中的焊。
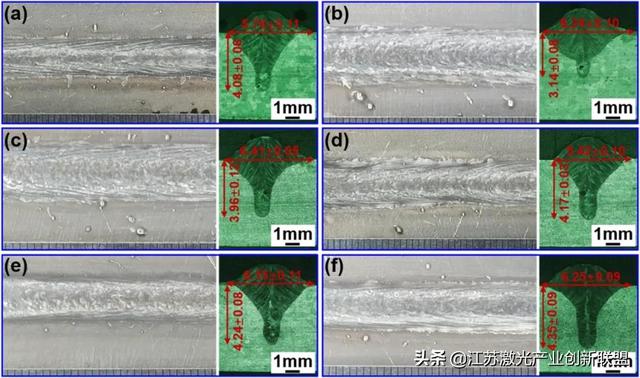
▲图3
在不同的磁场密度的条件下进行激光-电弧复合焊接316截面图:磁场密度分别为(a)B=0mT;(b)B=20mT;(c)B=30mT;(d)B=40mT;(c)B=60mT;(d)B=90mT
在过去的几十年内,磁场辅助焊接技术被开发出来并应用于传统的弧焊或激光焊接过程中。
磁场对弧行为、液滴过程、激光诱导的等离子体和溶体流动的影响均
给予了研究。研究表明
外部磁场可以控制弧等离子体的形状和运动,其控制是通过调节磁场的方向和参数来实现的
。Bachmann等人应用一个稳态磁场施加到激光焊接过程中,发现施加的外部磁场可以产生Hartmann效应,这一效应会影响到熔池中的溶体的流动的动力学。正如Tse等人所观察到的一样,激光诱导的等离子体可以通过外部磁场来进行控制,在采用二氧化碳激光7%的焊接深度。Li等人声称匙孔的稳定可以通过在激。而且,Üstündağ等人研究了振荡磁场对匙孔稳定性的影响。以上提到的研究表明应用外部磁场对弧焊接和激光焊接具有非常显著的影响。然而,对于外部施加的磁场对激光-电弧复合焊接的影响还没有人实施。其中磁场和激光-电弧复合焊接工艺之间的复杂的作用机理需要被证实。
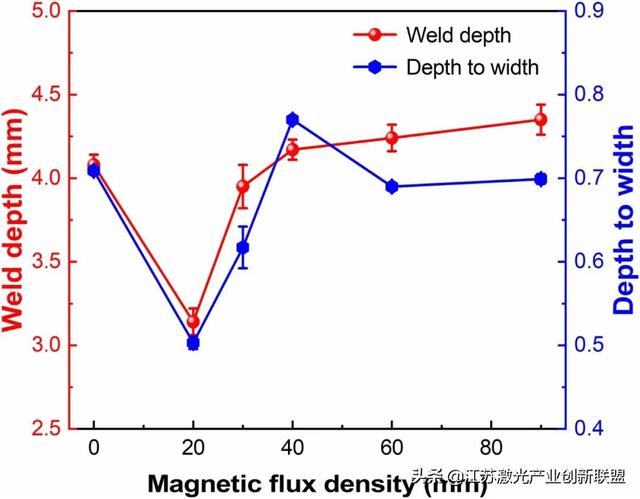
▲
图4
在不同磁场密度下的焊接深度和宽度
因此,在本研究中,来自哈尔滨工业大学和合肥工业大学的研究人员,为了探索外部施加的磁场对激光-电影响,开展了
不同交变磁场强度条件下激光-复合焊接的相关影响
。
复合等离体子的特征,包括弧等离子体和激光诱导的等离子体在不同磁场密度下的特征进行了监控和对液滴过渡和匙孔的动力学行为通过三明治的测试办法进行了观察
。而且,复合热源的穿透机理在不同的交变磁场强度下的情况均进行了详细的研究。

▲图5
当磁场强度分别为:B=0mT,B=20mT和30mT的条件下在一个周期内金属等离子体羽和弧的形貌
2.实验方法
实验采用316不锈钢板,其尺寸为150mm×100mm×6mm,采用ER316L填充焊丝,焊丝直径为1.2mm,作为焊接的填充材料。采用纯Ar作为保护气体。
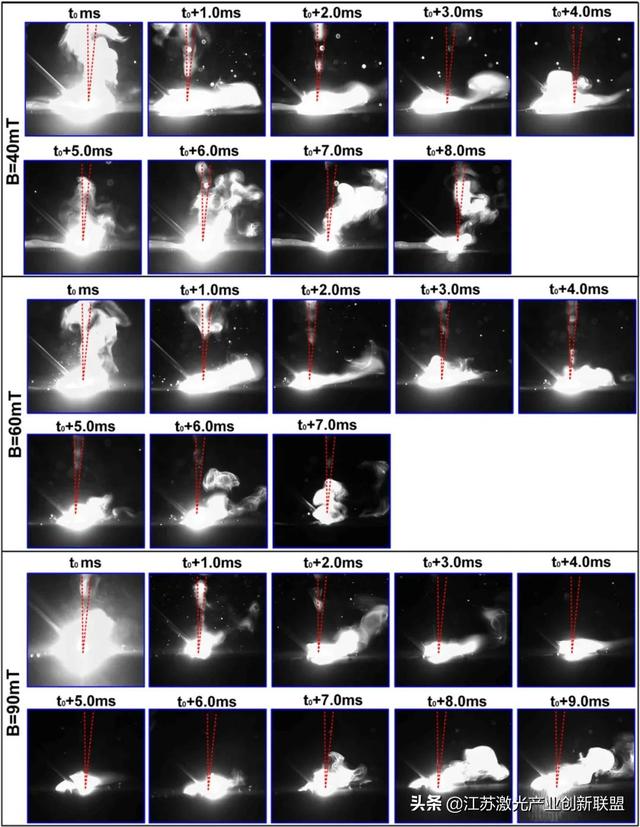
▲图6
当磁场强度分别为:B=40mT,B=60mTandB=90mT的条件下,在激光-电体羽的形貌
采用功率最高为6000W的光纤激光器,耦合一个弧焊系统以及KuKa焊接机器人作为实验的设备。激光波长、激光焦距和激光束的BPP分别为1.06μm,300mm和6mm·mrad。弧电流的范围为50A到280A。此外,交变磁场为
正弦波形
,是通过一个特别设计的磁场系统来实现的,最大的磁场强度为200mT.
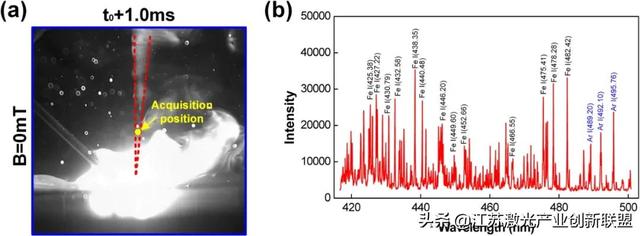
▲图7
通过光谱诊断分析收集到的识别的位置和光谱谱线:(a)识别的位置;(b)光谱谱线
实验采用平板堆焊的方式进行。图1(a)所示为激光-电弧复合焊接在不同交变磁场作用下进行焊接的实验过程。磁场线圈直接放置在激光束和基体金属之下。激光头、弧枪和磁场线圈均固定,而工件则在驱动下进行运动。如图1(b)所示,一个特殊的磁场系统,包括功率模块、波形模块生成器、功率放大器和磁场线圈等。功率模块是用来作为提供波形生成器的动力电源,电流为正弦线的波形传输给功率放大器。交变磁场在正弦线波形下将会在放大的电流为正弦波形且通过焊接的。经过初步的实验,固定工艺参数如下,激光功率3500W,焊接电流为80A,焊接电压为21V,焊接速度为1.0m/min、送丝速度为7.5m/min、激光和弧之间的距离为3mm,激光束的离焦量为0mm,保护气体的流速为20L/min。此外,磁场密度通过一个精密的高斯计来精确的计量,其测量位置位于基材的下面和磁场线圈的上面。磁场强度为1mT到90mT,其频率设置为1000Hz。

▲图8
在激光-电弧复合,在交变的磁场强度分别为:(a)B=0mT;(b)B=20mT;(c)B=30mT;(d)B=40mT;(e)B=60mT;(f)B=90mT
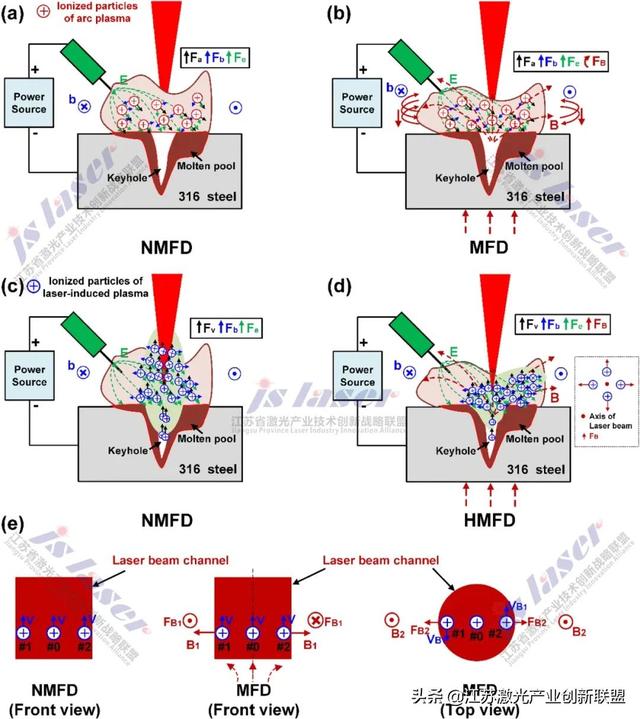
▲图9
在存在和不存在,进行激光-电的等离子体的离子化的颗粒的运动机理:(a)在没有粒子;(b)在存在的颗粒;(c)没有的离化的颗粒;(d)在较高的离化的颗粒;(e)磁场的消散效应对激光诱导的等离子体的影响
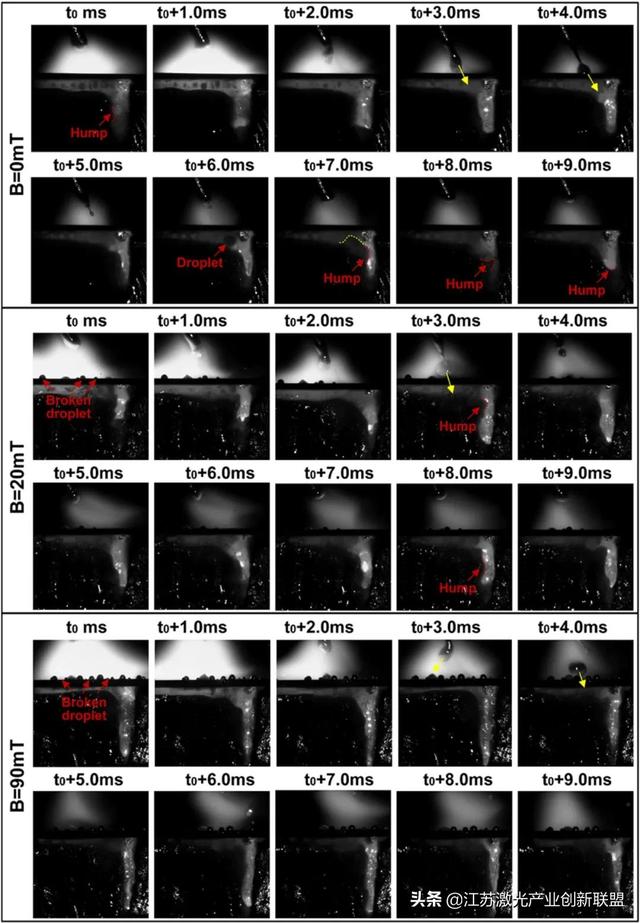
▲图10
在激光-电滴的过渡行为,:B=0mT,B=20mT和B=90mT
▲图11
在存在磁场和不的示意图:(a)无磁场;(b)有磁场
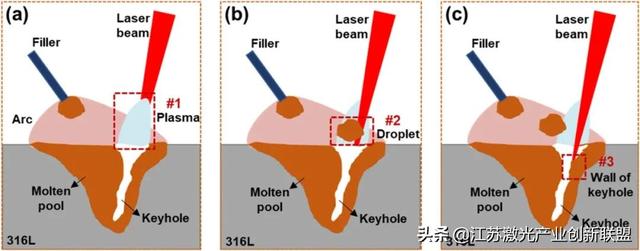
▲图12
激光响:a)因素#1:焊接等离子体;(b)因素2#2:熔滴;(c)因素#3:匙孔的壁.
▲
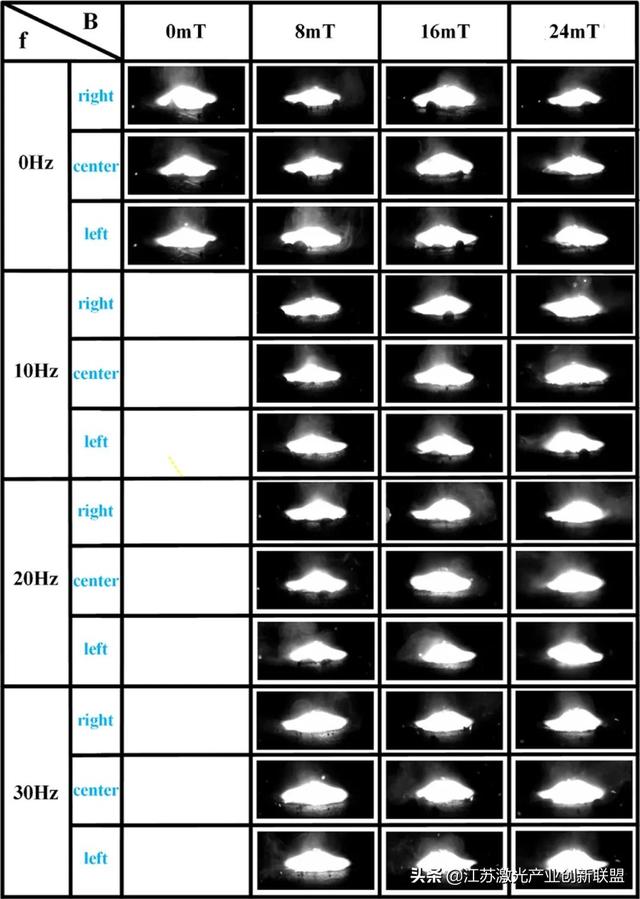
图13
在不同磁场强度和频率的条件下得到的弧的形状
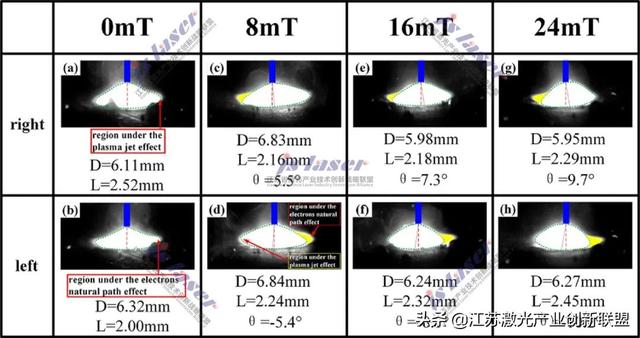
▲图14
在频率固定为30Hz的前提条件下,改变磁场强度得到的弧的形状(其中,D表示弧的直径,L表示弧的长度)
3.研究结果
(1)在不同的磁场密度下进行激光-电弧
焊接深度是明显不同的
。在磁场强度为20mT的条件下,焊接深度为(
3.14±0.08mm
)、焊接深度同快递的比值为
0.503±0.008
,比没有,没有,焊接深度为
4.08±0.06mm
,焊接深度同宽度的比值为
0.709±0.005
,而在磁场强度为90mT,焊接深度则为
4.35±0.09mm
,焊接深度同宽度的比值为
0.70±0.006
,显著的大于B=0mT
(2)
弧的等离子体的形状在交变,这是因为外部施加的磁场的洛伦兹力的作用的结
果,从而导致激光诱导的等离子体在低磁场强度(B=20mTandB=30mT)积更多。然而,激光诱导的等离子体(B=60mTandB=90mT),激光束的通道方向上,激光诱导的等离子体会消散,导致激光能量的屏蔽效应会减弱。
(3)
交变磁场对液滴的过渡转移路径和力的影响是非常显著的
。液滴在外部磁场施加的前提下会在匙孔的后部转移到熔池中,而不是直接进入匙孔,这样就降低了激光能量的衰减。
(4)匙孔壁的驼背在磁场强度为90mT,并且变得更加稳定的匙孔,这是因为在匙孔上液滴的冲击力降低的缘故。穿透更深的深度。
Improvementofpenetrationabilityofheatsourcefor316stainlesssteelweldsproducedbyalternatingmagneticfieldassistedlaser-MIGhybridwelding,JournalofMaterialsProcessingTechnology,Volume299,January2022,117329,
参考文献:Modificationofdropletmorphologyandarcoscillationbymagneticfieldinlaser-MIGhybridwelding,OpticsandLasersinEngineering,Volume131,August2020,106138,
江苏激光联盟陈长军
原创作品!